

(1) Vliv surovin
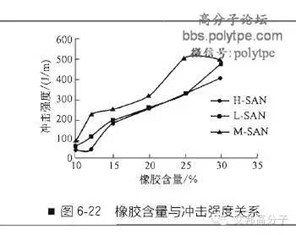
Různé značky PC a ABS pryskyřicové směsi slitiny mají velký rozdíl ve výkonu.Z obrázku 6-22 je vidět, že vysoký obsah kaučuku zlepšuje rázovou houževnatost systému PC/ABS, ale značně poškozuje vzájemné kapacitní chování mezi fázemi, čímž se snižují tahové vlastnosti slitiny.Proto výběr ABS s vhodným obsahem pryže může nejen zlepšit rázovou houževnatost směsi, ale také synergicky zvýšit její pevnost v ohybu.Při použití ABS s nízkým obsahem kaučuku se pevnost v ohybu slitiny jeví jako synergické zvýšení.Navíc vysoký akrylonitril, nízký obsah pryže a ABS s vysokou molekulovou hmotností mohou zlepšit tepelnou odolnost slitiny.

(2) Vliv směsi PC/ABS na vlastnosti slitiny
Kompatibilita a mechanické vlastnosti systému směsi PC/ABS přímo souvisí s obsahem každé složky v systému.Cao Mingan a kol.získali různé slitiny PC/ABS s různými vlastnostmi úpravou poměru míšení PC a ABS pryskyřice.Vlastnosti slitiny PC/ABS mají lineární vztah s obsahem ABS a přibližně odpovídají aditivitě.Celkové vlastnosti slitiny PC/ABS jsou mezi PC a ABS a rázová houževnatost má s poměrem superaditivní efekt (tj. synergický efekt) a antagonistický efekt.
(3) Účinek třetí složky
Tepelnou odolnost a tepelnou stabilitu PC/ABS slitiny lze zlepšit přidáním benzothiazolu a polyimidu.Tekutost PC/ABS slitiny lze zlepšit přidáním zpracovatelských modifikátorů, jako je blokový kopolymer ethylenoxid/propylenoxid, kopolymer MMA/St a kopolymer olefin/akrylový ocet.Kromě toho, aby se zlepšila pevnost spoje vstřikovacích produktů ze slitin PC/ABS, PMMA, SAN, SBR, akrylový octový elastomer, polyolefin s nízkou hustotou, ethylen/akrylový ocet/kyselina octová, kopolymer etylenu (octa), PC/ethylenový blok nebo se obvykle přidávají roubovaný kopolymer a další látky.
(4) Vliv technologie zpracování
Mísící zařízení PC a ABS si mohou vybrat z dvoušnekového extrudéru a jednošnekového extrudéru se statickým mixérem.Jong Han Chun věří, že efekt kontinuálního hnětacího extrudéru je ideální.Z hlediska režimu prolnutí je efekt prolnutí druhého řádu lepší.Při míšení druhého řádu je však třeba část materiálů vytlačovat dvakrát při vysoké teplotě, což má vysokou spotřebu energie, snadno se materiály rozkládají a snižují vlastnosti slitiny.
Metoda lisování má také velký vliv na morfologii a strukturu slitiny PC/ABS.Vzorek vytvořený lisováním plastu může například lépe udržovat mikrostrukturně heterogenní disperzní stav vytvořený smícháním slitiny, při vstřikování při vysoké smykové rychlosti se disperzní stav mění a dosahuje nadměrného rovnoměrného rozkladu.Proto má rázová houževnatost těchto dvou vzorků velký rozdíl a rázová houževnatost kompresního vzorku je vysoká.PC ve vodě (obsah vody je větší než 0,03 %) a vysoké teplotě (teplota je vyšší než 150 ℃) pod snadnou degradací, takže ve směsi nebo formování před sušením byste se měli také vyhnout smíchání lubrikantů kyseliny stearové, aby nedošlo k ovlivnění výkonnost produktů.
Čas odeslání: 02-06-22